РАЦИОНАЛЬНАЯ ПЕРЕРАБОТКА
ПИЛОВОЧНОГО СЫРЬЯ
НА ЗАГОТОВКИ
ДЛЯ ПРОИЗВОДСТВА КЛЕЕНЫХ
МАТЕРИАЛОВ
СТРОИТЕЛЬНОГО НАЗНАЧЕНИЯ
Левинский Ю.Б., Левинская Г.Н., Агафонова Р.И., Савина В.В.,
Волегова Н.В. (УГЛТУ, г. Екатеринбург, РФ) levinskyi@bk.ru
Rational processing of raw
material for sawn timber on preparations for manufacture glued constructive
materials
В производстве строительных конструкций и материалов все более широко
применяется склеивание. Оно позволяет достичь не только высокого качества
изделий, но также способствует повышению эффективности использования древесного
сырья. Основными изделиями являются
клееные балки и щиты, конструкционные сборные элементы для каркасов панелей и
профилированные стеновые брусья. Считается, что индивидуальные способы раскроя
бревен в этом случае обеспечивают максимально эффективное потребление древесины
в строительстве. Тем не менее, можно
рекомендовать и комбинированный технологический процесс, который объединяет
индивидуальный первичный раскрой бревен
и распиловку получаемых пиломатериалов групповыми методами.
Выбор схемы раскроя зависит от размерно-качественных характеристик сырья и заготовок, типа оборудования и необходимой ориентации распиловки сортиментов относительно годичных слоев древесины. Известно, что пиломатериалы радиальной и полурадиальной распиловки, а также специальные заготовки и детали секторного типа дают превосходный результат по формоустойчивости клееных изделий, например, щитов большого формата, и сбалансированности внутренних напряжений, возникающих в клееных конструкциях. Это – основная гарантия долговременности службы строительных изделий. Секторный способ достаточно эффективен при индивидуальной распиловке бревен малого диаметра для получения радиальных заготовок. Однако, технические сложности в обеспечении такого способа раскроя сдерживают, а иногда даже исключают возможность его применения на предприятиях. И хотя объемный выход составляет 40-65%, а продукция обладает очень высоким качеством, найти примеры массового производства почти невозможно, так как затраты изготовителя оказываются столь велики, что его деятельность становится убыточной.
Ассортимент сборно-клееных конструкционных материалов может быть расширен, благодаря использованию в их производстве специальных секторных и трапециевидных заготовок (рисунок 1).

Рисунок 1 – Клееные щиты на основе секторных и трапециевидных заготовок
Если обеспечить заинтересованность в строительных фирм и предприятий в такой продукции, то эффективность столь специфической переработки круглых лесоматериалов будет несомненно высокой. При распиловке бревен с получением двух трапециевидных досок (заготовок для склеивания по кромкам) объемный выход увеличивается на 5-10%. Доски, сечение которых трапеция или прямоугольник, после сушки и обработки на фрезерно-строгальных станках являются хорошими деталями для получения клееных щитов повышенной прочности и толщины (рисунок 2)
Рисунок 2 – Переработка тонкого пиловочника на заготовки клееных щитов
Применив комбинированный способ распиловки бревен, можно в дальнейшем обеспечить производство специфицированных клееных щитов или клееных щитовых заготовок для многослойных балок и брусьев, обладающих соответствующими конструкционными свойствами и столярно-строительными возможностями (рисунок 3).
Рисунок
3 – Условное распределение заготовок при комбинированном раскрое сырья:
а) полурадиальные; б) радиальные; в) тангентальные
Определенное место в деревянном домостроении может занять комбинированный сборно-клееный брус из секторных или сегментных заготовок (КСБ), разработанный в УГЛТУ и представленный на региональных выставках – ярмарках (рисунок 4). Он вполне подходит для использования в качестве самостоятельных стеновых элементов строений или в составе панельных конструкций.
Рисунок 4 – Схемы основных конструкций КСБ:
а- брус квадратного сечения; б- брус прямоугольного сечения;
в- сборно-клеёный брус из фрезерованных деталей и двухкантного полубруса
Наиболее распространенными способами групповой распиловки, являются развальный и брусово-развальный, при которых получаются
заготовки с различной направленностью годичных слоев. Расчет поставов по разработанным схемам распиловки
сырья показывает, что выход первичных заготовок (пиломатериалов), имеющих
специфицированные размеры сечений и пригодных для столярно-строительных щитов
составляет 60 – 62% от объема перерабатываемых бревен толщиной 22–26см (таблица
1). Аналогичные расчеты проведены для вариантов комбинированного раскроя
пиловочника широкого диапазона толщин при установленных заданиях на получение
специальных заготовок и стандартных пиломатериалов, предназначенных для
обеспечения строительства
(рисунок 6).
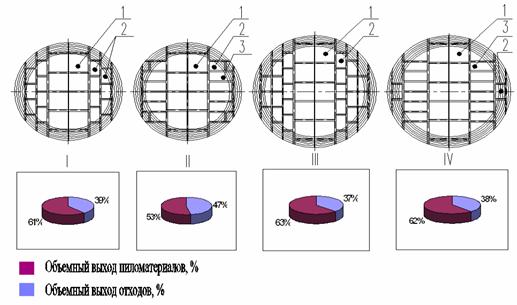
Рисунок 6 – Схемы распиловки круглых лесоматериалов и показатели
объемного выхода пилопродукции при выработке заготовок
для клееных щитов строительного назначения :
1 –
ламель сечением 50 х
3 –
ламель сечением 25 х
Таблица 1 – Показатели объемного выхода пиломатериалов при выработке заготовок для строительных клееных материалов
|
Диаметр, см |
Постав |
Объемный выход: |
Объемный выход по направленности раскроя |
|||||
|
|
|
общий |
50×50 |
25×50 |
25×40 |
Радиальный |
Полурадиальный |
Танген-тальный |
|
22 |
I |
|
|
|
|
|
|
|
|
II |
|
|
|
|
|
|
|
|
|
26 |
III |
|
|
|
|
|
|
|
|
IV |
|
|
|
|
|
|
|
|
Расширяя ассортимент сборно-клееных конструкционных заготовок и материалов для строительства, можно предложить и более разнообразные схемы распиловки древесины. При этом всегда должны учитываться главные факторы, определяющие качество и надежность самих строительных конструкций, а именно:
- направленность распиловки по характеру расположения волокон древесины на торцовом срезе пиломатериалов;
- схема размещения заготовок (ламелей) в пакете, предназначенном для склеивания ;
- требования к качеству древесины по ее структурному состоянию, наличию пороков и дефектов, точности размеров и подготовленности к склеиванию.
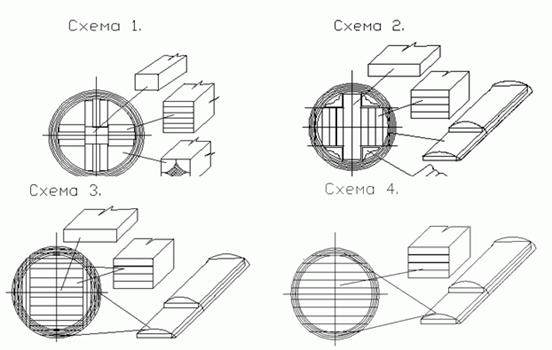
На рисунок 7 приведены возможные схемы комплексной распиловки бревен с получением максимального количества и объема заготовок различного профиля и назначения.
В зависимости от задания на производство столярно-строительных заготовок и конструкций выбирается одна из наиболее рациональных схем распиловки. Например, по первой схеме можно получить заготовки радиальной направленности, которые обеспечат высокую формоустойчивость клееных щитов. Сердцевинная зона, в которой, как правило, присутствует сердцевинная трубка или имеются проявления сердцевинной гнили, будет использована в виде цельного бруска. Периферийная часть бревна перерабатывается на заготовки секторной формы сечения, которые пригодны для получения комбинированного клееного бруса (рисунок 4). Применяя другие схемы (см. рисунок 7), можно обеспечить выработку широких досок радиальной распиловки, более узких – радиальной и полурадиальной, тонких боковых досок для производства обшивки, декоративной рейки, плинтусов и т.д. Таким образом, создаются предпосылки и для обоснования схем распиловки сырья и определения планируемого спецификационного задания на получение пилопродукции.
|
|
|
Рисунок 7 – Схемы комплексной распиловки бревен |