ТЕОРЕТИЧЕСКОЕ ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
ДЕРЕВООБРАБОТКИ ПО ПАРАМЕТРУ КАЧЕСТВА ПРОДУКЦИИ «ТОЧНОСТЬ»
Новоселов
В.Г., Полякова Т.В. (УГЛТУ, г.
Екатеринбург, РФ)
THEORETICAL RESEARCH OF
RELIABILITY OF TECHNOLOGICAL SYSTEM OF WOODWORKING ON PARAMETER OF QUALITY OF
PRODUCTION "ACCURACY"
Novoselov V.G., Poljakova T.V. (USFEU, Ekaterinburg, the
Технологическая система
деревообработки в соответствии с ГОСТ 27.004-85 [1] включает в себя
функционально взаимосвязанные и выполняющие в регламентированных условиях
производства заданную технологическую операцию: средство технологического
обеспечения – станок, предмет производства – деревянную заготовку и исполнителя
– станочника по деревообработке. По ГОСТ 27.202-83 [2] точность является одним
из основных показателей надежности технологической системы по параметрам
качества изготавливаемой продукции.
Обработка древесины и древесных
материалов в станках характеризуется [3] высокими значениями скорости резания (V >30 м/с), коэффициента трения (f=0,2…0,5), температуры в зоне резания
(t=800…840°С) и удельного давления в контакте инструмента с
древесиной (p=400…5000 МПа). Такие жесткие режимы эксплуатации приводят к
высокой интенсивности изнашивания инструмента быстрому его затуплению,
потере режущих свойств и снижению точности обработки. В результате фактические
размеры обработанной детали выходят за пределы соответствующих допусков,
происходит отказ и наступает неработоспособное состояние технологической
системы по параметру качества продукции
«точность».
Знание закономерности наступления
этого состояния в зависимости от конструктивно-технологических факторов процесса
обработки древесины позволит объективно устанавливать период стойкости инструмента,
время подналадки оборудования и рационально
организовать его эксплуатацию и техническое обслуживание.
В ГОСТ 27.301-95
[4] предусмотрены физические методы расчета надежности, основанные на применении
математических моделей, описывающих физические, химические и иные процессы,
приводящие к отказам объекта, и вычислении показателей надежности по известным
параметрам нагруженности объекта, характеристикам применяемых в объекте веществ
и материалов, с учетом особенностей его конструкции и технологии изготовления.
Физическая модель, описывающая потерю
точности в деревообработке по мере износа инструмента, и закономерности
возникновения соответствующих отказов приведена в работе [5].Средняя наработка
до отказа T1 определяется через математические ожидания параметров по формуле
|
|
(1) |
где d – допускаемое отклонение поверхности
обработки от ее номинального расположения, мкм; γΔ
– интенсивность изнашивания инструмента мкм/м; n – частота
вращения инструмента, мин-1; l – длина дуги контакта инструмента с
древесиной, мм; е – вспомогательная
величина; ε0 -
относительная остаточная деформация древесины под поверхностью резания.
|
|
(2) |
где b – угол заострения; a –
задний угол лезвия.
|
|
(3) |
где П - припуск на обработку; Dр – диаметр окружности резания.
Гамма-процентная наработка до отказа при γ=80% определяется по формуле
|
|
(4) |
Среднее квадратическое отклонение наработки до отказа σt определяется через дисперсию D{t} как для
функции случайных величин
|
|
(5) |

В свою очередь
|
|
|
(6,7) |
Ниже приведены формулы
для определения частных производных:
|
|
|
|
|
(8-11) |
|
|
|
|
|
(12-15) |
|
|
|
(16,17) |
||
Исследование надежности
технологической системы деревообработки по параметру качества продукции
«точность» производилось методом численного эксперимента на основе
разработанной физической модели расчета. Задачей эксперимента являлось
определение количественной зависимости гамма-процентной
наработки до отказа непосредственно от факторов процесса обработки древесины.
Ввиду многомерности
модели исследование проводилось в два этапа. На первом этапе оценивалась
чувствительность модели к изменению факторов, подверженных рассеянию, в малых
окрестностях около средних на диапазонах своих допустимых значений. Для
проведения эксперимента все факторы были распределены на
фиксированные и варьируемые.
Фиксированными
факторами принимались:
вид обработки – продольное
цилиндрическое фрезерование;
тип, модель станка –
односторонний рейсмусовый СР6-10;
порода древесины – сосна;
влажность - 12 %;
толщина заготовки –
В качестве варьируемых
факторов приняты параметры, входящие аргументами в правые части формул (1-3), а
также их дисперсии, входящие в правые части формул (5-7). Диапазоны
варьирования факторов – параметров формул (1-3) - от их основного уровня
принимались равными средним квадратическим
отклонениям в пределах их допустимых по ГОСТ (или достижимых) отклонений.
Дисперсии факторов принимались в соответствии с их средними квадратическими
отклонениями. Варьирование дисперсий производилось на уровнях допустимых
погрешностей инженерных расчетов в пределах +3%.
Основным, определяющим
точность обработки, является смещение d (рис. 1).
|
|
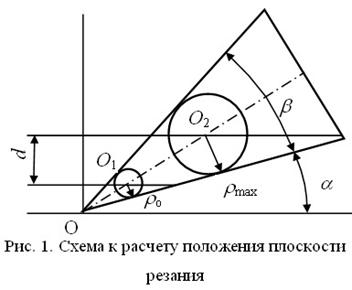
Начальное положение лезвия режущего инструмента задается при размерной
настройке станка так, чтобы поле рассеяния фактических размеров обработанных
деталей dд не выходило за пределы поля допуска
размера детали по чертежу dр, и имелся определенный запас на
износ инструмента. Очевидно, что при такой настройке, когда центры
распределений фактических размеров и размеров, назначенных по чертежу детали,
совпадают, получим нижний предел ![]() . По
ГОСТ 7228-75 [6] допуск на равномерность толщины заготовки после пробной
обработки на станке составляет 0,15мм. Допуск на толщину изготовленных сопрягаемых
деталей столярно-строительных изделий по ГОСТ
6449.1-82 [7] должен быть по 12 квалитету
. По
ГОСТ 7228-75 [6] допуск на равномерность толщины заготовки после пробной
обработки на станке составляет 0,15мм. Допуск на толщину изготовленных сопрягаемых
деталей столярно-строительных изделий по ГОСТ
6449.1-82 [7] должен быть по 12 квалитету ![]() =0,025мм.
При настройке на совпадение нижних границ допусков на пробную обработку и на размеры
по чертежу допускаемое смещение увеличивается, и получаем верхний предел
=0,025мм.
При настройке на совпадение нижних границ допусков на пробную обработку и на размеры
по чертежу допускаемое смещение увеличивается, и получаем верхний предел ![]() =0,05
мм.
=0,05
мм.
Интенсивность
изнашивания gD зависит от материала инструмента, вида обработки, режима и пути резания,
от породы древесины. Она оценивается для стального инструмента величиной γΔ=0,0008…0,0020 мкм/м [8].
Частота вращения
инструмента для двухстороннего
рейсмусового станка С2Р12-3 составляет ![]() =4570 мин-1. Ее дисперсия связана с изменением под нагрузкой скольжения в электромагнитной системе
двигателя (smax≈0,02) и упругого скольжения в
ременной передаче (ξmax≈0,02). Суммарная величина
диапазона рассеяния может достигать dn=
=4570 мин-1. Ее дисперсия связана с изменением под нагрузкой скольжения в электромагнитной системе
двигателя (smax≈0,02) и упругого скольжения в
ременной передаче (ξmax≈0,02). Суммарная величина
диапазона рассеяния может достигать dn=![]() +0,03n.
+0,03n.
По ГОСТ 7307-75 [9]
припуск на обработку составляет
Диаметр окружности
резания для данного станка ![]() =128
мм, его поле допуска при тщательной настройке 0,05мм.
=128
мм, его поле допуска при тщательной настройке 0,05мм.
Номинальный угол
заострения ножей составляет ![]() (0,6981рад), задний угол
(0,6981рад), задний угол ![]() (0,2618 рад). Предельные отклонения углов + 20
(0,0349 рад).
(0,2618 рад). Предельные отклонения углов + 20
(0,0349 рад).
Относительная
остаточная деформация древесины под поверхностью резания принята ε0 =0,15…0,25.
Принятые значения
факторов, их допускаемые отклонения, дисперсии,
средние квадратические отклонения, уровни
варьирования, кодированные обозначения приведены в табл.1.
Учитывая поставленную задачу выявления степени влияния каждого отдельного
фактора на гамма-процентную
наработку до отказа и малые диапазоны их варьирования, определялась линейная
регрессионная зависимость без учета взаимодействий вида
|
|
(18) |
Ввиду большой
размерности модели (n=16) при проведении эксперимента использовался дробный план типа 2n-m, где m-количество
независимых факторов, которые заменили в матрице плана пренебрежимо малые
взаимодействия (m=8). Таким образом, количество опытов
в численном эксперименте сокращено с 65536 до 256.
Таблица 1 - Кодирование факторов численного эксперимента
|
Формульное обозначение
факторов |
Номинал |
Верхний
предел |
Нижний
предел |
Допуск |
Среднее квадратичное
отклонение |
Верхний уровень |
Нижний уровень |
Кодированное обозначение
факторов |
|
d |
37,5 |
50 |
25 |
25 |
4,17 |
41, 67 |
33,33 |
Х1 |
|
gD |
0,0014 |
0,0020 |
0,0008 |
0,0012 |
0,0002 |
0,0016 |
0,0012 |
Х2 |
|
n |
4570 |
4635 |
4505 |
130 |
21, 7 |
4591, 7 |
4548,3 |
Х3 |
|
П |
2,25 |
3,25 |
1,25 |
2 |
0,333 |
2,583 |
1,917 |
Х4 |
|
Dр |
128 |
128,025 |
127,975 |
0,05 |
0,0083 |
128,0083 |
127,9917 |
Х5 |
|
β |
0,6981 |
0,7330 |
0,6632 |
0,0698 |
0,0116 |
0,7097 |
0,6865 |
Х6 |
|
α |
0,2618 |
0,2967 |
0,2269 |
0,0698 |
0,0116 |
0,2734 |
0,2502 |
Х7 |
|
eо |
0,2 |
0,25 |
0,15 |
0,1 |
0,017 |
0,217 |
0,183 |
Х8 |
|
D{d} |
17,36 |
- |
- |
- |
- |
17,882 |
16,840 |
Х9 |
|
D{gD} |
4,0.10-8 |
- |
- |
- |
- |
4,12.10-8 |
3,88.10-8 |
Х10 |
|
D{n} |
469,4 |
- |
- |
- |
- |
483,53 |
455,36 |
Х11 |
|
D{П} |
0,1111 |
- |
- |
- |
- |
0,1144 |
0,1078 |
Х12 |
|
D{Dp} |
6,94.10-5 |
- |
- |
- |
- |
7,15.10-5 |
6,73.10-5 |
Х13 |
|
D{b} |
0,000135 |
- |
- |
- |
- |
0,000139 |
0,000131 |
Х14 |
|
D{a} |
0,000135 |
- |
- |
- |
- |
0,000139 |
0,000131 |
Х15 |
|
D{eo} |
0,000277 |
- |
- |
- |
- |
0,000286 |
0,000269 |
Х16 |
Обработка результатов
проведенного численного эксперимента дала значения коэффициентов уравнения
регрессии (18), приведенные в табл.2.
|
Таблица 2 – Коэффициенты уравнения регрессии |
||||||||||||||||
|
b0 |
b1 |
b2 |
b3 |
b4 |
b5 |
b6 |
b7 |
b8 |
b9 |
b10 |
b11 |
b12 |
b13 |
b14 |
b15 |
b16 |
|
3,327 |
0,386 |
-0,422 |
-0,016 |
-0,231 |
-0,0003 |
0,029 |
-0,062 |
0,046 |
-0,052 |
-0,007 |
-0,027 |
-0,001 |
0,003 |
-0,007 |
0,006 |
0,0006 |
Анализ данных таблицы
показывает, что коэффициент b0 с точностью до 3 % совпадает со
значением 80-процентной наработки до отказа, вычисленной по номинальным
(средним) значениям параметров, входящих в формулы (1)-(17), что подтверждает
адекватность линейной регрессионной модели. Сравнение коэффициентов регрессии
указывает на то, что наибольшее влияние на 80-процентную наработку до отказа
оказывает изменение таких факторов как: допускаемое смещение поверхности
обработки; интенсивность изнашивания и припуск на обработку. Коэффициенты
регрессии других факторов в рассмотренных диапазонах их варьирования составляют
величины второго и выше порядка малости. При этом незначительное повышение
наработки до отказа может быть достигнуто увеличением угла заточки лезвия
инструмента, а также остаточной деформации древесины в зоне резания.
На втором этапе
эксперимент проводился с целью исследования влияния наиболее значимых факторов
на гамма-процентную
наработку до отказа в более широком диапазоне их возможного изменения. Для
этого величины малозначимых факторов и дисперсии параметров фиксировались на
номинальном уровне, а три вышеуказанных параметра подвергались ступенчатому
изменению в обе стороны от номинала с шагом, равным среднему квадратическому отклонению. При этом значения допускаемого
отклонения поверхности обработки принималось в одном случае равным нижнему предельному, а в другом - верхнему предельному.
Промежуточные значения ввиду линейной зависимости от этого параметра могут быть
легко получены путем интерполяции.
Результаты исследования
представлены объемными графиками на рисунке 2.
|
|
|
||
|
а |
б |
||
|
Рисунок 2 – Зависимость 80-процентной наработки до отказа по показателю
«точность» от интенсивности изнашивания
инструмента и припуска на обработку при величине допускаемого
смещения: а – 25 мкм; б – 50 мкм |
|||
На поверхности отклика различными
цветами показаны диапазоны значений наработки до отказа. Как видно, влияние
выбранных факторов на надежность технологической системы обработки древесины
весьма существенно: при их крайних значениях 80-процентная наработка может
изменяться от 0,815 до 11,524 часа, то есть более чем в 14 раз. Влияние различных факторов существенно и
сопоставимо между собой. То есть одного и того же результата в повышении
надежности можно достичь повышением износостойкости инструмента или уменьшением
припуска на обработку, или увеличением допускаемого смещения поверхности
обработки.
Повышение
износостойкости инструмента является традиционным путем, однако
и самым дорогостоящим.
Уменьшение припуска на обработку
по сравнению с рекомендуемым ГОСТ 7228-75 возможно путем получения столярных
заготовок не непосредственно из продукции лесопиления, а, например,
переработкой необрезных пиломатериалов в заготовки
круглопильных станках, дающих более высокую точность и меньшую
шероховатость поверхностей, подлежащих дальнейшему фрезерованию.
Допускаемое смещение
поверхности обработки может быть увеличено путем более точной предварительной
настройки станка и инструмента на нижний предел получаемого размера детали.
Проведенные
теоретические исследования позволяют расчетным путем определять рациональный
период стойкости инструмента по принятому показателю и намечать пути его
повышения за счет наиболее экономически целесообразных и технически возможных
решений.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. ГОСТ 27.004-85 Надежность в технике.
Системы технологические. Термины и определения. [Текст]. Взамен ГОСТ 22954-78; введ. 1986-07-
2.
ГОСТ
27.202-83. Надежность в технике. Технологические системы. Методы оценки
надежности по параметрам качества изготовляемой продукции. [Текст]. Введ. 1984-07-
3. Глебов И.Т. Справочник по резанию
древесины [Текст] / Глебов И.Т., Новоселов В.Г., Швамм
Л.Г.; Урал.гос.лесотехн.акад.
Екатеринбург, 1999. 190 с.
4. ГОСТ 27.301-95. Надежность в технике.
Расчет надежности. Основные положения. [Текст]. Введ.
1997-01-
5. Новоселов В.Г. Физический метод
расчета надежности технологической системы деревообработки по параметру
качества продукции «точность» [Текст] / В.Г.Новоселов, И.Т.Глебов // Надежность
и качество: материалы международного симпозиума, Пенза, 25-31 мая
6. ГОСТ 7228-75. Деревообрабатывающее
оборудование. Станки рейсмусовые. Нормы точности. [Текст]. Введ.
1976-07-
7. ГОСТ 6449.1-82. Изделия из древесины
и древесных материалов. Поля допусков для линейных размеров и посадки [Текст]. Введ. 1982-03-
8. МоисеевА.В. Износостойкость дереворежущего
инструмента. [Текст] / А.В.Моисеев. – М.: Лесн.пром-сть, 1981. 112 с.
9. ГОСТ 7307-75. Детали из древесины и
древесных материалов. Припуски на механическую обработку.
[Текст]. Введ. 1977-01-