ОПРЕДЕЛЕНИЕ
ВЛИЯЮЩИХ НА СИЛОВЫЕ ПОКАЗАТЕЛИ ОСНОВНЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ НА
ФРЕЗЕРНО-БРУСУЮЩИХ СТАНКАХ
Раповец В.В., Бурносов Н. В. (БГТУ, г. Минск, РБ) dosy@bstu.unibel.by
Definition of parameters of
cutting proccess on the milling-bar machine tools influencing power parametrs
Совершенствование
фрезерно-брусующих станков требует проведения специальных исследовательских
работ, направленных на улучшение процесса переработки тонкомерных бревен с
заданной производительностью и получением пилопродукции
(брус и технологическая щепа) необходимого качества. При этом следует
учитывать различные факторы, влияющие на процесс резания [1].
Среди
этих факторов можно выделить производительность, размерно-качественные характеристики
щепы и пласти бруса в зависимости от параметров
режущего инструмента. Это взаимосвязанные факторы. Они определяют во многом
технико-экономическую эффективность процесса переработки тонкомерных бревен
[2].
Вопросы
обработки древесины спиральными двухлезвенными
фрезами (конструкция БТИ) недостаточно тщательно изучены как в силовом, так и в качественном отношениях. Ведь для резания
технологической щепы необходим один режим, а для формирования качественной
пласта бруса – уже другой, несколько отличающийся от первого режима. К тому же
весь этот процесс сопровождается значительными ударными нагрузками, затрудняющими
измерение силовых показателей.
Рассмотрим принцип формирования щепы и пласти бруса (рис. 1).
На рис. 1 изображено перерабатываемое бревно
диаметром D в
трех проекциях, которое движется со скоростью подачи U (м/мин) между правой
I и левой II фрезами с центром О и частотой вращения n (мин-1). Ось
бревна смещена выше центра фрез на размер а. Резцами 1,2,...,
i радиусами R1, R2,
…, Rj, расположенными
на одной спирали Архимеда, срезаются с каждой стороны
бревна последовательно три слоя так, что получается брус высотой hi и
шириной меньшей пласти bi. При этом резцы на правой и
левой фрезе имеют прямую короткую кромку под углом jр.
Угол среза торца щепы jщ в
общем случае не равен углу скоса короткой кромки
резца jр.
Длинная кромка lд
формирует щепу по толщине Sщ, а
короткая lк по
длине lщ.
На горизонтальной проекции
бревна показана форма поперечных сечений щепы на уровне АО, на фронтальной – на уровне входа резца в древесину (а + bi/2),
и на профильной показана форма режущих кромок резцов.
При срезании слой древесины разрушается на отдельные
щепки неопределенной ширины, но с постоянной площадью
поперечного сечения F.
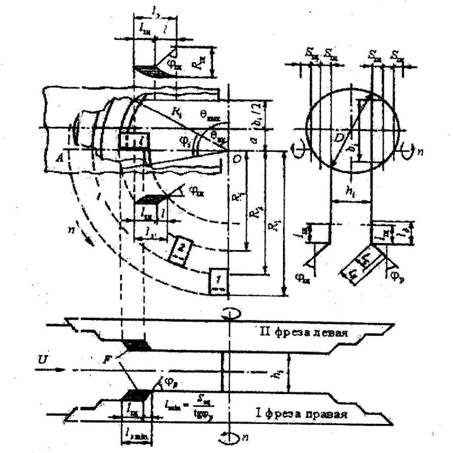
Рисунок 1 – Схема
формирования элементов щепы и бруса
Определим теперь основные параметры щепы и
резцов. Длина щепы по направлению волокон древесины
![]() ,
,
где U – скорость подачи, м/мин;
z – количество резцов, приходящихся на срезание одного слоя.
Длина длинной кромки резца
lд = lщ +
Увеличение на
 , (1)
, (1)
где l –
длина скошенной части элемента щепы, мм;
jp – угол скоса прямой короткой кромки резца, град.
Проанализируем полученную зависимость (1):
1. lэ max будет при условии
 .
.
 .
.
2. lэ min будет при условии 
 .
.
Из (1) следует, что длина элемента щепы
зависит от технологических и инструментальных факторов. Длина элемента
изменяется только за счет длины скошенной части щепы. Расчет показывает, что
для средних условий lэ max / lэ min достигает двух.
Длина среза торца щепы
 . (2)
. (2)
Длина прямой короткой кромки резца
lк = lс +
Длина контура среза щепы включает поперечное резание длинной
кромкой и торцово-поперечное –
короткой кромкой:
L = lщ + lc. (3)
Угол среза торца щепы
 . (4)
. (4)
Проанализируем аналитическую зависимость
(4):
1. tgjщ max будет при условии  ; tgjщ max = tgjр;
т.е. jщ max = jр.
; tgjщ max = tgjр;
т.е. jщ max = jр.
2. tgjщ min будет при условии
 .
.
 .
.
Угол среза торца щепы jщ
меньше угла скоса короткой кромки резца jр.
Они равны между собой только при (а + bi / 2)
= 0. Отношение tgjщ max / tgjщ min достигает четырёх.
Известно, что качество щепы во многом определяется качеством торцового среза,
а условия резания зависят от угла перерезания
волокон древесины jщ.
Площадь поперечного сечения щепы
F = Sщ × lщ. (5)
Эта площадь зависит от длины и толщины щепы и
не зависит от ее конфигурации.
Объем стружки (с некоторым приближением),
срезаемый i-м резцом
с бревна за один рез (один оборот фрезы):
V = F × Bi. (6)
Изменяя сечение резца за счет толщины или
длины щепы, можно выяснить их раздельное влияние на силовые показатели.
При определении мощности на резание удобно
пользоваться
 , (7)
, (7)
где О – объём щепы (см3),
срезаемый в секунду;
b – ширина пласти, см;
D – средний диаметр бревна,
см;
U – скорость подачи, м/мин.
Угол входа i-го резца в древесину
(кромки lд и lк
полностью вступают в работу)
 . (8)
. (8)
Угол выхода i-го резца из древесины
(кромка lк
заканчивает торцовый срез)
 . (9)
. (9)
Угол контакта i-го резца с древесиной
ji = qвых – qвх. (10)
Длина дуги контакта (резца с древесиной)
li = 0,0175×Ri×ji. (11)
Рассмотрим подробнее угловые параметры режущего
элемента. У известных резцов есть один общий признак – наличие двух режущих
кромок [3].
На рис. 2 показаны линейные и угловые параметры
резца, короткая режущая аб
и длинная бв.
При этих кромках есть соответствующие углы заострения bк
(сечение А-А) и bд(
сечение Б-Б). На нашем рисунке показана громка бг, которая является линией
пересечения передних граней резца гбв и гба,
по которым сходит стружка – щепа. Наружная кромка аг образует с боковой кромкой резца
угол b1,
который не участвует в резании. Между внутренней кромкой бг и наружной кромкой бд расположен
угол заострения b0 (сечение В-В). Угол b2
расположен в сечении Г-Г. Задние грани резца абд и дбв скользят по обрабатываемой
поверхности бревна в направлении вектора скорости резания V. 3адние углы резания
относительно малы (3-5°) и могут быть приняты равными нулю для упрощения
аналитического определения углов. Между плоскостью В-В и задними гранями абд и дбв образуются
вспомогательные углы х
и у. В плоскости Б-Б расположен угол
j1.
Внутренняя кромка бг
находится на передней грани гбв под углом j2 к
длинной режущей кромке бв.
Конструктивные углы резца j1 и j2,
угол среза торца щепы j.

Рисунок 2 – Линейные и угловые параметры резца:
аб -
короткая режущая кромка; бв
- длинная режущая кромка; bк - угол заточки при кромке аб; bд - угол заточки при кромке бв; j -
угол среза торца щепы;
V - направление вектора скорости резания
При помощи метода проекций углов на
плоскость установим теперь связи между перечисленными углами [4].
 . (12)
. (12)
 . (13)
. (13)
![]() . (14)
. (14)
Отсюда видно, что j + x + y =
180о.
(15)
Определим вспомогательные углы из (14) и
(15):
 . (16)
. (16)
 . (17)
. (17)
Аналогично определяются и конструктивные
углы из (13) и (14):
 . (18)
. (18)
 . (19)
. (19)
Основными углами, характеризующими резец,
являются угол заточки при короткой кромке bк,
угол заточки при длинной кромке bд и
угол среза торца щепы j.
Проведем анализ полученных зависимостей.
1) bк = bд.
Это условие, когда углы заточки при короткой и длинной режущих кромках равны.
2) у = 90о. Это отражает условие,
которое показывает преобладание поперечного резания, и стружка свободно сходит
по передней грани длинной режущей кромки.
Из уравнения (17) следует, что
![]() , (20)
, (20)
т.е. bк = bд. С
уменьшением угла j ближе по величине становятся bк и bд.
Подставив (20) в (19), получим
 . (21)
. (21)
Следовательно, j2 =
90о.
Из (15) получим x =
90 – j,
что после подстановки в (16) дает
 . (22)
. (22)
Аналогичным образом из (14) получим
 . (23)
. (23)
3) x =
90о. Это отражает условие, когда стружка, срезанная под углом j к
волокнам, будет сходить по передней грани короткой кромки.
Из (14) имеем b0 = bк;
из (16) tgbд = cosj× tgbк, т.е. bк >
bд.
4) При
уменьшении угла скоса торца щепы j, при равных прочих
условиях, углы b1j2 увеличиваются, а углы
b2b0
уменьшаются.
Заключение.
Анализируя полученные теоретическим путем аналитические зависимости, можно
сделать соответствующие выводы. Углы заострения резца bк и bд нельзя изменять независимо
друг от друга, т. к. они взаимозависимы. Короткая и длинная режущие кромки
являются стружкообразующими. Режущие возможности
резца и качество щепы будут выше при уменьшении углов заточки bк и bд.
Ограничивающим фактором будет стойкость резца. Практически bд = bк =
40°. Углы резания при короткой и длинной режущих кромках будут больше на 2-3
градуса за счет задних углов. При уменьшении угла среза торца щепы до 30° углы bк и bд приблизительно равны по
величине.
Как видим, полученные аналитические зависимости
устанавливают связь между толщиной Sщ,
длиной lщ
щепы и угловыми параметрами элементов резца. Эти основные параметры влияют на
силовые показатели процесса резания, качество получаемой щепы и бруса, дают
возможность связать параметры резца с параметрами технологической щепы,
бревна, бруса, а также являются исходными при проектировании спиральных фрез,
фрезерно-брусующих станков – основой расчета режимов резания на данном типе
оборудования, подготовки и последующего проведения экспериментальных
исследований.
Библиографический список
1. Механическая технология древесины / Под
ред. Н. А. Ватина. – Мн.: Вышэйшая школа, 1979. – Вып. 9. – 164 с.
2. Механическая технология древесины / Под
ред. Н. А. Ватина. – Мн.: Вышэйшая школа, 1985. – Вып. 9. – 144 с.
3. Микулинский В.
И. О проекции углов на плоскость. – В кн.: Вопросы резания, надежности и
долговечности дереворежущих инструментов и машин. – Л.: ЛТА, 1983.
4. Станки и инструменты деревообрабатывающих
производств: Межвуз. сб. науч.
тр. – Л.: ЛТА, 1986. – 136 с.