УДК
624.072.33.011 Левинский Ю.Б.,
Савельев В.В. Савина В.В.
(УГЛТУ,
г. Екатеринбург, РФ) levinskyi@bk.ru
(Тюменская гос. с/х академия, РФ)
Гнутье
древесины, предварительно
пластифицированной в высокочастотных полях
Пластификация древесины путем обработки и насыщения ее
различными химически активными продуктами широко применяется в производстве
многих видов изделий, так как является наиболее эффективным и хорошо
опробованным методом регулирования свойств
материала со столь сложной физико-механической и биологической
структурой. Как известно, повысить пластичность древесины можно ее нагреванием в определенном термовлажностном
состоянии самой среды и заготовок, подвергаемых модификации. Все это делается
для того, чтобы получить в итоге такой древесный материал, который мог бы
сохранить целостность своей структуры при значительных деформациях, ударных
нагрузках, резании и т.п. Особенно важной оказывается эта проблема при
изготовлении гнутоклееных деталей, заготовок и конструкций различного
назначения. Как правило, применяют гнутье блока заготовок непосредственно в процессе
склеивания тонких пластин (лущеный шпон, пластины – ламели из ценной
древесины). При этом плиты формовочного пресса следует нагревать до высокой температуры, чтобы получить больший
эффект пластификации древесины, но в то же время необходимо исключить термодеструкцию клея. В случаях,
когда изготавливают конструкции большого сечения из ламелей значительной
толщины (25мм и более), то необходимо обеспечивать выполнение следующих условий:
·
повысить
пластичность используемых материалов (клея и древесины);
·
не использовать
слишком малые по величине радиусы изгиба, или профилирования конструкций и
деталей, их составляющих;
·
до сборки и
склеивания производить предварительное гнутье заготовок и фиксировать
полученную форму по максимуму.
Лучшим материалом для гнутья являются заготовки, в
которых годичные слои расположены перпендикулярно к плоскости изгиба
(радиальная распиловка). Для большой эластичности, а, следовательно,
податливости древесины в процессе гнутья, заготовки подвергают гидротермической
обработке – провариванию или пропариванию в воде. Например, для древесины сосны
были рекомендованы следующие условия обработки [ 1 ]: пропаривание при
температуре воды 90 – 100 ºС 10, 20, 45 и 60 минут соответственно для
толщины 6, 10, 15 и 20мм, и начальной влажности древесины более 30%. Если
принять температуру водной среды 60º, то продолжительность обработки
возрастает в 1,5 – 2 раза, а при tв = 15º - в 15 – 20 раз. После сушки и фиксации
заданной при гнутье формы получается достаточно качественная заготовка, не имеющая
резко выраженных дефектов и следов разрешения древесины. Упругость ее будет
зависеть от толщины материала, содержания влаги, температуры и
продолжительности гнутья. На схеме (рис. 1) показано, что при усушке или
разбухании будет изменяться и радиус кривизны R, причем, если это происходит в составе неоднослойной
клееной конструкции, например, арки или фермы, то следует ожидать появления в ней значительных внутренних
напряжений, способствующих снижению прочности клеевых соединений. Такое
состояние можно прогнозировать по условиям эксплуатации изделий и заранее
проводить гнутье до оптимальных параметров профилирования, например на 10 – 20%
уменьшая радиус кривизны. Так, при радиальной усушке в 1% угол между концами
изменится на 1%, а при разбухании – будет обратная картина.
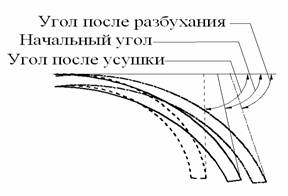
Рис.1. Схема изменения кривизны
цельной гнутой заготовки
при усушке и разбухании
древесины
Пластификации древесины с целью ее последующего гнутья
можно достичь относительно простыми способами такими, как пропитка растворами
карбамида, щелочей и т.п. При этом достигается достаточно высокая
деформативность древесины, что является
крайне необходимым при получении изогнутых форм различных деталей. Тем не
менее, в условиях нашей задачи этот путь не всегда эффективен и технологичен.
Если конечным продуктом являются криволинейные балки
или конструкционные заготовки для столярно-строительных изделий, то необходимо обеспечить следующее:
·
оптимальный
уровень влажности древесины под склеивание
определенными клеевыми составами;
·
высокую чистоту
(в т.ч. и химическую) поверхности склеиваемых заготовок и предрасположенность
ее к качественной адгезии при контакте с клеем и в процессе его отверждения;
·
максимальное
сохранение природного потенциала физико-механических свойств древесины, в
частности, прочности при различных видах нагружений;
·
удобство в работе
с материалами на всех этапах изготовления несущих гнутоклееных конструкций
любого масштаба.
В любом случае целенаправленное деформирование
древесного материала требует учитывать структуру древесины и характеристики силовых воздействий. Во –
первых, значительно различаются сопротивления сжатию и растяжению вдоль волокон
(примерно вдвое). Во-вторых, надежность растягиваемых элементов древесины может
оказаться невысокой, т.к. при этом виде нагружений проявляется смятие и
скалывание вдоль волокон, что характеризуется весьма малыми сопротивлениями.
Причем, скалывание встречается как в чистом виде, так и в сопровождении растяжения или сжатия при изгибе.
Физико-механические показатели древесины очень изменчивы и по некоторым данным
вариации составляют от 8 до 35% [ 1 ].
Это обусловлено совокупностью влияния многих факторов, и, прежде всего, строением и состоянием самого
материала. Например, величина сопротивления древесины разрушению в зависимости
от ее влажности рассчитываются по формуле:
![]()
где R15 – сопротивление
при влажности 15%, МПа;
Rw – сопротивление при фактическом значении влажности W, МПа;
α – коэффициент, зависящий от вида сопротивления и
породы
древесины (табл. 1)
Значения коэффициента α Таблица 1
|
Характеристика механического воздействия |
α |
|
Растяжение
вдоль волокон |
0,01-0,02 |
|
Сжатие |
0,04-0,05 |
|
Статический
изгиб |
0,03-0,04 |
|
Скалывание
вдоль волокон |
0,03 |
|
Ударная
твердость |
0,015-0,02 |
 Следует учитывать, что сопротивление древесины,
насыщенной влагой, составляет 55-70% от сопротивления при влажности 15%. В
дополнение к этому для древесины характерен эффект «ползучести», который
проявляется даже при температуре жилого помещения, но особенно - в условиях
нагрева и переменной влажности. На этом явлении и комплексном прогнозировании
поведения древесины должен выстраиваться метод эффективного гнутья заготовок,
то есть их профилирования со значительной кривизной и без разрушения самой
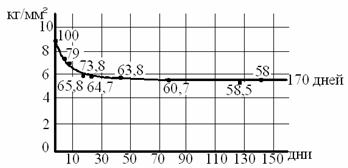
структуры древесины. В естественных условиях эксплуатации деревянных
конструкций руководствуются понятием предела долговременного сопротивления,
кривой длительного сопротивления (рис. 2) или диаграммой изменения прогиба во
времени.
Следует учитывать, что сопротивление древесины,
насыщенной влагой, составляет 55-70% от сопротивления при влажности 15%. В
дополнение к этому для древесины характерен эффект «ползучести», который
проявляется даже при температуре жилого помещения, но особенно - в условиях
нагрева и переменной влажности. На этом явлении и комплексном прогнозировании
поведения древесины должен выстраиваться метод эффективного гнутья заготовок,
то есть их профилирования со значительной кривизной и без разрушения самой
структуры древесины. В естественных условиях эксплуатации деревянных
конструкций руководствуются понятием предела долговременного сопротивления,
кривой длительного сопротивления (рис. 2) или диаграммой изменения прогиба во
времени.
Рис. 2. Кривая длительного
сопротивления
Температурное воздействие на древесину при прессовании
и создание определенных условий
пластификации за счет природных компонентов самой древесины переводят ее в
материал с весьма высокими механическими показателями, фактически - в древесный
пластик. Такие продукты являются наиболее
яркими примерами термической пластификации и гидролизных преобразований
древесины. Однако, данный метод не может быть применен для дополнительного
гнутья заготовок и закрепления получаемой формы по ряду технико-технологических
причин.
Стабилизация формы деревянных заготовок для
гнутоклееных конструкций – это, прежде всего, стабилизация заданной структуры
древесины. Например, облагораживание древесины, предложенное немецкими
специалистами и представленной на рынке под товарным знаком «Platо» предлагает
три стадии процесса [ 2 ]:
·
специальную
гидротермическую обработку, так называемую «влажно-тепловая деструкцию»;
·
сушку заготовок;
·
восстановление
твердой формы
Эти операции сопровождаются сложным комплексом
преобразований в материале – от вымывания определенной доли гемицеллюлозы и
лигнина и появления значительного количества реакционноактивных молекул до
сушки и необратимой полимеризации. В результате такой обработки достигается
следующее:
·
пиломатериалы,
заготовки и конструкции из них даже в очень изменчивой среде сохраняют
собственную влажность ~ 18% и заданную форму;
·
прочность
«облагороженной» древесины значительно возрастает, а долговечность в условиях
строительной эксплуатации составляет не менее 15-25 лет
Изделия из такой древесины («Plato-Holz») – это окна,
двери, лестницы, элементы конструкций и т.п. Для нас данная тема интересна тем,
что при специальной гидролизно-термолизной обработке можно вдвое уменьшить
усушку и набухание древесины, достичь стабильности влажности эксплуатируемых
конструкций. При влажности воздуха в 60% равновесная влажность обработанных заготовок составит
8%, а в предельно насыщенной среде
- не превысит 18%.
На основании проведенного анализа научных и
технических разработок определены главные направления исследований по технологии
клееных профильных конструкций с предварительным гнутьем заготовок, а именно:
·
изучение способов
пластификации и спецобработки древесины, обеспечивающих качественное гнутье
древесины;
·
исследование
факторов, влияющих на формоустойчивость, прочность и напряженное состояние
изогнутых криволинейных несущих конструкций;
·
склеивание
предварительно изогнутых деталей в конструкции столярно – строительного
назначения.
Традиционный способ гнутья древесины – пропаривание
заготовок и сушка в изогнутом состоянии до влажности 8-12 %. Проведенные опыты
на образцах сосны подтвердили, что пластификация древесины при нагревании ее в
воде с температурой 80-90º вполне удовлетворительна, если изгиб заготовок
умеренный, а структура древесины однородная (без пороков, дефектов, косослоя и
т.п.) однако, сушка заготовок сопровождается целым рядом проблем, а именно:
·
процесс удаления
влаги достаточно длительный;
·
при сушке
возникает много дефектов, тем более, что заготовки находятся в изогнутом
напряженном состоянии;
·
операции по
подготовке древесины к гнутью (прогрев древесины острым водяным паром или специальными
химическими веществами) трудоемкие и долговременные.
Проведенные в Тюменской государственной сельскохозяйственной
академии (ТГСА) экспериментальные исследования способа сухой пластификации
древесины токами высокой частоты показали, что физико-механическое состояние
можно изменить хотя бы в той мере, которая обеспечивает достаточно
качественное гнутье заготовок.
Удельно-колебательная мощность нагрева 1800-2200мГц, а мощность из расчета на
объем древесины – 70-80Вт/см3. При использовании промышленной
установки ТВЧ Винзилинского ДСК температура 85-88ºС достигалась через
12мин (энергоколебательная мощность – 1600мГц), а микроволновой печи
(энергоемкость 800-2400мГц) – за 2-3мин. Результаты испытаний для сосновых
заготовок радиальной и полурадиальной распиловки приведены в таблице. Влажность
древесины до начала прогрева 26…40%, после – 12…20%.
Обработка древесины в высокочастотных установках
(сосна)
|
Тип установки и частотная характеристика |
Время выдержки в поле ТВЧ, мин |
Температура нагрева заготовок (ламелей) мах/мин, ºС |
Величина радиуса изгиба заготовки,мм |
Результат прессования |
Примечание |
|
Установка ТВЧ «Вечдтап» (1600мГц) |
8 |
36/26 |
1200 |
Разрушение по поясу растяжения |
Размеры образцов, мм 20х37х950 |
|
12 |
56/50 |
1000 |
норма |
|
|
|
850 |
норма |
|
|||
|
Установка СВЧ MG 1770 MN (2450мГц) |
1(1) |
30/45 75/77 |
700 700 |
Разрушение Частичное разрушение |
Мощность 800-1300МГц 2450 |
|
2(1) |
70/80 |
700 |
норма |
1900-2450 |
|
|
3(1) |
85/90 |
700 |
норма |
2450 |
Примечание: (1) Влажность заготовок
начальная 25-35%, конечная – 8-12%
(2)
Влажность начальная 20-24%, конечная – 8-12%
Группирование образцов по влажности для каждой серии исследований производилось по определенной схеме с учетом условий эксперимента и применяемых установок. Оценкой качества подготовки древесины к процессу гнутья служил результат деформирования деталей в специальном профилирующем прессе и соответственно появление или отсутствие в них разрушений.
По результатам теоретических изысканий и
экспериментальных исследований сделаны следующие выводы:
1. Прогрев древесины до состояния пластичности,
необходимой для механического гнутья, в установках ТВЧ и СВЧ возможен и более
производителен, чем при гидротермической
обработке.
2. Для получения гнутых профилей из заготовок, прошедших
сухую тепловую обработку в высокочастотных полях, необходимо проводить прессование
в установках с теплоизолированными
элементами (матрица и пуансон) и сразу же после пластификации, не
допуская охлаждения древесины.
3. Оптимальной является влажность древесины 25-30%, но
при условии уменьшения ее до уровня 10-14% к концу процесса пластификации, т.к.
в дальнейшем предлагается склеивание заготовок.
4. Годичные слои, определяющие направленность волокон древесины,
должны при прессовании (изгибе) заготовок располагаться параллельно плоскости
изгиба.
5. Предварительно изогнутые детали (ламели) с
зафиксированной дугой прогиба обеспечивают получение профильных клееных
конструкций высокой устойчивости и прочности.
Литература:
1. Дерево - строительный материал. Основные показатели
физической, химической и биологической прочности, огнестойкости и механической
крепости дерева. Н. Матер. ΙΙ всесоюз. конфер. по дерев. конструкциям. - Ст.
№1. под ред. Г.Г. Карлсена. М – Л, 1936, 196 с.
2. Окна из стабилизированной древесины прослужат дольше Бауэлементе – Бау. Интернациональ,
вып.10, 2001, 23-25с.