ОПРЕДЕЛЕНИЕ
ОПТИМАЛЬНЫХ УГЛОВ РЕЗАНИЯ
И ЗАОСТРЕНИЯ ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ
В. Н. Гаранин, аспирант кафедры ДОСиИ,(БГТУ, г. Минск, РБ)
THE DEFINITION OF
OPTIMAL CUTTING AND SHARPENED ANGLES FOR TIMBER PROCESSING
Весь фрезерный инструмент, который поступает на рынок
Республики Беларусь для обработки древесины, имеет углы заострения от ![]() и выше. Этот параметр
угла установлен фирмами-изготовителями на основании их многолетних опытов
работы [1]. В данной работе найдём аналитические доказательства применяемых
углов заострения.
и выше. Этот параметр
угла установлен фирмами-изготовителями на основании их многолетних опытов
работы [1]. В данной работе найдём аналитические доказательства применяемых
углов заострения.
Проанализируем влияние угла ![]() на касательную силу
резания для трех пород древесины (сосна, береза, дуб) с помощью теории А. Л.
Бершадского [2]. Угловые характеристики процесса открытого фрезерования
учитываются в теории при определении сил, действующих на резец. В зависимость
для определения средней условной силы резания по передней поверхности резца
входит угол резания
на касательную силу
резания для трех пород древесины (сосна, береза, дуб) с помощью теории А. Л.
Бершадского [2]. Угловые характеристики процесса открытого фрезерования
учитываются в теории при определении сил, действующих на резец. В зависимость
для определения средней условной силы резания по передней поверхности резца
входит угол резания ![]() , т. е.
, т. е.
![]() , Н (1)
, Н (1)
где ![]() - фиктивное условное
давление по передней грани резца, Н/мм2
- фиктивное условное
давление по передней грани резца, Н/мм2
![]() ,
, ![]() и
и ![]() - коэффициенты,
зависящие от угла перерезания волокон и обрабатываемой породы.
- коэффициенты,
зависящие от угла перерезания волокон и обрабатываемой породы.
Как видим, угол резания влияет на составляющую силы
резания РП - действующей по передней грани резца, которая с
увеличением ![]() возрастает, поскольку
возрастает, поскольку ![]() пропорционально влияет
на касательную силу резания [2].
пропорционально влияет
на касательную силу резания [2].
С увеличением угла резания ![]() мощность и сила
резания возрастают, поэтому выбирается всегда оптимальный наименьший угол
резания. Применение меньших углов резания ограничивается углом заострения
резца. Однако, минимально возможный угол заострения
мощность и сила
резания возрастают, поэтому выбирается всегда оптимальный наименьший угол
резания. Применение меньших углов резания ограничивается углом заострения
резца. Однако, минимально возможный угол заострения ![]() ограничен
физико-механическими свойствами резца, который в зависимости от условий резания
и материала резца на практике принимают в пределах
ограничен
физико-механическими свойствами резца, который в зависимости от условий резания
и материала резца на практике принимают в пределах ![]() .
.
Для определения средней касательной силы резания,
действующей на резец при его взаимодействии с материалом, воспользуемся зависимостью:
![]() (2)
(2)
Для этого в зависимостях (1) и (2) необходимо
рассмотреть коэффициенты А, Б, В и р.
Из опытных данных А. Л. Бершадского:
Для сосны
![]()
![]()
![]()
![]()
Для березы
![]()
![]()
![]()
![]()
Для дуба
![]()
![]()
![]()
![]()
где ![]() - угол перерезания
волокон
- угол перерезания
волокон
Примем условия:
Резец острый, т.е. ![]() , ширина фрезерования
, ширина фрезерования ![]() мм, скорость фрезерования
мм, скорость фрезерования ![]() м/с, подача
на резец
м/с, подача
на резец ![]() мм, высота припуска
мм, высота припуска ![]() мм, диаметр фрезерования
мм, диаметр фрезерования ![]() мм.
мм.
Изобразим схему процесса фрезерования:
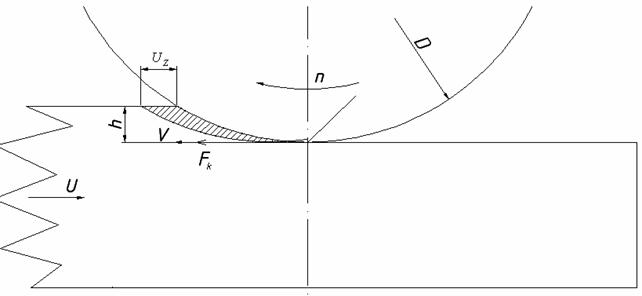
Рис 1. Схема процесса фрезерования
Силы, действующие на резец в радиальном и
тангенциальном направлениях согласно [2] можно изобразить следующими кривыми:
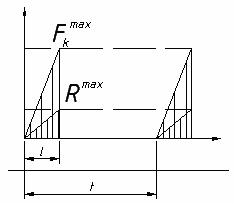
Рис 1. Радиальная и
тангенциальная силы
Находим максимальную касательную и нормальную силы
резания для трех пород древесины по [2].
Кинематический угол встречи  град
град
Толщина стружки: ![]() мм
мм
Удельная фиктивная сила резания по задней поверхности
резца
Для сосны:
![]() Н/мм2
Н/мм2
Для березы:
![]() Н/мм2
Н/мм2
Для дуба:
![]() Н/мм2
Н/мм2
Фиктивное среднее давление по передней поверхности резца
Для
сосны:
![]() ,Н/мм2
,Н/мм2
Для
березы:
![]() ,Н/мм2
,Н/мм2
Для
дуба:
![]() ,Н/мм2
,Н/мм2
Максимальную касательную силу резания, действующую на
резец, находим по зависимости (2) с учетом того, что максимальная сила в 2 раза
больше средней за время взаимодействия резца с обрабатываемым материалом:
![]() , Н
(3)
, Н
(3)
Максимальная сила резания по задней поверхности резца:
![]() Н
Н
Максимальная сила резания по передней поверхности
резца:
![]() Н
Н
Максимальная радиальная сила
![]() Н (4)
Н (4)
где ![]() - угол трения между обрабатываемым материалом и резцом, град.
(Находиться в пределах 15 градусов)
- угол трения между обрабатываемым материалом и резцом, град.
(Находиться в пределах 15 градусов)
Строим графики сил:
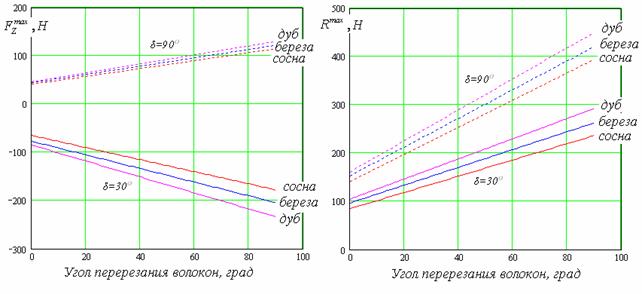
Рис 3. Зависимости максимальных сил
резания от параметров обработки
Изобразим схему представленных на графике сил:
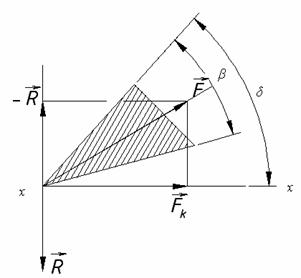
Рис 4. Схема действующих на резец сосредоточенных сил
Наилучшие условия работы резца – когда результирующая
сила резания направлена под углом ![]() к оси х - х. Этому условию удовлетворяет соотношение:
к оси х - х. Этому условию удовлетворяет соотношение:
 (5)
(5)
Выразим из этого выражения угол заострения резца:

При фрезеровании необходимо обеспечить задний угол
10-50 градусов. Приняв ![]() , перепишем (5):
, перепишем (5):
Построим график зависимости угла заострения от угла
резания, породы и угла перерезания волокон при ![]() ,
, ![]() ,
, ![]() мм,
мм, ![]() м/с,
м/с, ![]() мм,
мм, ![]() мм,
мм, ![]() мм:
мм:

Рис 5. Зависимости угла заострения от
угла резания, породы и угла перерезания волокон:
Следует отметить следующие полученные данные:
1.
Для обеспечения
наиболее благоприятных условий для резца при обработке различных пород
древесины для выбранного режима (![]() мм и
мм и ![]() мм) следует придерживаться угла заострения
мм) следует придерживаться угла заострения ![]() .
.
2.
Направление
волокон практически не влияет на выбор оптимального для резца угла (отличие
составляет 6%);
3.
На основании
анализа зависимости (5) установлено, что с увеличением подачи на резец и высоты
снимаемого слоя (![]() мм и
мм и ![]() мм), угол заострения и угол атаки следует увеличить.
мм), угол заострения и угол атаки следует увеличить.
4.
Увеличение
затупления резца отрицательно сказывается на распределение сил резания. Выше ![]() мкм резец не из-за увеличения сил
трения по задней грани будет испытывать большие изгибающие нагрузки, что
приведёт к потере его режущей способности. Этот вывод говорит в пользу того,
что необходимо использовать износостойкие материалы в качестве резцов и
своевременно производить заточку инструмента.
мкм резец не из-за увеличения сил
трения по задней грани будет испытывать большие изгибающие нагрузки, что
приведёт к потере его режущей способности. Этот вывод говорит в пользу того,
что необходимо использовать износостойкие материалы в качестве резцов и
своевременно производить заточку инструмента.
Представленный вывод подтверждает использование углов
заострения для обработки древесины ![]() . Условия работы с указанными углами «вынуждают» работать
резец на сжатие, что благоприятно сказывается на применение
материалов в качестве резцов, способных воспринимать большие сжимающие нагрузки
при слабой устойчивости к изгибающим нагрузкам. К таким материалам следует
отнести композиционные материалы (ВК, ТК, ТТК и др), применение
которых для фрезерования древесины весьма перспективное направление, поскольку
их стойкость к износу на порядок выше лучших стальных сплавов, используемых в
деревообработке для изготовления ножей и пластин к фрезерному, строгальному и
фуговальному инструменту.
. Условия работы с указанными углами «вынуждают» работать
резец на сжатие, что благоприятно сказывается на применение
материалов в качестве резцов, способных воспринимать большие сжимающие нагрузки
при слабой устойчивости к изгибающим нагрузкам. К таким материалам следует
отнести композиционные материалы (ВК, ТК, ТТК и др), применение
которых для фрезерования древесины весьма перспективное направление, поскольку
их стойкость к износу на порядок выше лучших стальных сплавов, используемых в
деревообработке для изготовления ножей и пластин к фрезерному, строгальному и
фуговальному инструменту.
Литература:
1.
Дереворежущий
инструмент отечественного и импортного производства. Выпуск №7. Kami Станкоогрегат.
2.
А. Л. Бершадский,
Н. И. Цветкова «Резание древесины», 1976 г.