С. С. Карпович, И. И.
Бавбель, С. И. Карпович
OPPORTUNITY OF
REDUCTION OF POWER CONSUMPTION OF PROCESS OF CUTTING WOOD
Весь технологический цикл деревообрабатывающей промышленности,
от заготовки древесины, до изготовления из нее продукции связан с механической
обработкой, основу которой составляет процесс резания. Ежегодные заготовки
древесины в Республике Беларусь составляют 15 млн. м3, из них на долю отходов в
виде опилок и стружки приходится свыше 10%.
Снижение объема отходов говорит об уровне технологической
культуры отрасли, возможности выпуска дополнительной продукции без увеличения
объема заготовок. Ресурсосбережение автоматически снижает энергоемкость
производства. Таким образом, совершенствование технологии механической
обработки древесины рационально рассматривать с позиции ресурсосбережения,
которая напрямую связана с уменьшением энергозатрат.
При существующих объемах перерабатываемого сырья
совершенствование технологии переработки, даже на отдельных позициях, например
раскрой древесины, обеспечивает большую экономическую выгоду.
Конкурентоспособность выпускаемой продукции складывается из многих параметров,
но в первую очередь определяется качеством выпускаемых изделий и ценой. Основу
последней составляют расходы на сырье и энергию.
Эффективность механической обработки в первую очередь
определяется возможностями инструмента. Совершенствование инструмента наиболее
простой, дешевый и быстрый путь повышения результативности механической
обработки.
Пути уменьшения энергоемкости процесса резания круглыми
пилами
Самым массовым инструментом на современных
деревообрабатывающих предприятиях являются круглые пилы,
основные их технические параметры – диаметр и толщина.
Применение пил уменьшенной толщины одновременно решает проблемы ресурсо и
энергосбережения. Реализация этой возможности лежит в области разработки
технологии формирования толщины полотна круглых пил при помощи лезвийного
инструмента из сверхтвердых материалов взамен более сложной схемы
обработки-шлифования. Второй путь повышения эффективности процесса резания
круглыми пилами лежит в области оптимизации механизма стружкообразования за
счет группового размещения режущих элементов с их функциональным разделением на
подрезающие и скалывающие, что в отдельных случаях позволит отказаться от
последующей чистовой операции, уменьшит объем отходов и исключит необходимость
самой операции. Создание конструкций круглых пил уменьшенной толщины и
разработка оптимальных режимов их эксплуатации в комплексе решает вопросы
энерго-ресурсосбережения при раскрое древесины круглыми пилами.
Дереворежущие круглые пилы подразделяют на два класса – для
продольной и поперечной распиловки. Они отличаются профилем и геометрическими
параметрами зубьев. Из-за меньшей толщины опытных пил, большей деформируемости
зубчатого венца классическая форма зубьев оказалась малопригодной, в основу
концепции режущего венца специальных пил положен принцип функционального
разделения режущих элементов на подрезающие и скалывающие. Зубчатый венец
опытных пил по конфигурации и внешнему виду отличатся от серийных пил, и эту
особенность можно отражать термином «режущий элемент». Профили зубьев и режущих
элементов представлены на рис. 1.
Режущая кромка лезвийного инструмента испытывает сложное
напряженное состояние. С одновременным воздействием на материал режущего клина напряжения сжатия, сдвига, растяжения, изгиба,
при циклическом нагружении зубьев многолезвийного инструмента.
По методике, предложенной профессором Моисеевым А.В, проанализируем условия
механического разрушения режущей кромки под действием изгибающей нагрузки от
усилия резания, если эпюра нагрузки представляет собой параболу.

Рис. 1 Профили режущих элементов специальных пил
За начало координат взята кромка лезвия, с учётом этих
начальных условий у кончика резца будет максимальное напряжение, когда
Х→0, тогда:
где n – показатель степени, зависящий от закона изменения
нагрузки по длине лезвия, m – проекция длины контакта стружки с резцом на
биссектрису угла заострения, b – ширина лезвия, мм, β – угол заострения
режущего клина.
Анализ уравнения показывает, что напряжение у режущей кромки
конечно, следовательно, хрупкое разрушение не является неизбежным и работа в
этом направлении результативна.
На изготовленной экспериментальной установке опытным путём
установлены граничные условия начала механического разрушения режущей кромки
резцов в зависимости от угла заострения. Состояние режущих кромок после испытания
и фотография испытательного стенда изображены на рис. 2.





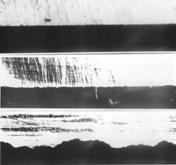
Рис.
2 Виды разрушения кромки режущего клина
и испытательный стенд
На рис. 2 показаны виды разрушения кромки режущего клина в
зависимости от угла заострения А) β = 20º; В) β = 30º; С)
β = 40º. Результаты испытаний позволили сделать вывод, что при углах
заострения свыше30º кромка режущего клина обладает достаточной прочностью.
В дальнейшем все угловые параметры экспериментальных пил назначались с учётом
этой величины.
Процесс стружкообразования в проектируемых пилах отличается
от традиционной схемы резания.
Вначале подрезающие элементы слева и справа подрезают стенки
пропила, после этого скалывающий элемент отделяет срезаемый слой со дна пропила
с минимальной его деформацией, что снижает энергоемкость процесса резания, в
сравнении со схемой, когда зуб пилы деформирует срезаемый слой до образования в
нем напряжений выше предела прочности волокон, после чего происходит его
отделение от основного материала.
Общим в теории резания различных материалов является процесс
формирования новых поверхностей. Механизм стружкообразования в первую очередь
зависит от свойств обрабатываемого материала [1]. При резании металлов
действует закон постоянства объема: объем металла на разных стадиях стружкообразования
остается практически неизменным. Резание древесины осуществляется по другой
схеме. С учетом пористости вначале осуществляется смятие, уплотнение снимаемого
слоя и затем механическое разрушение по границе: деформированный снимаемый
объем–поверхность режущего клина. Отсюда вытекает, что работу резания следует
разделить на работу деформации и работу собственно резания. Работа
механического разрушения волокон величина достаточно стабильная, в этом случае
на изменение усилия резания должны оказывать влияние другие факторы. Например,
при резании затупившимся резцом поперечное сечение снимаемого слоя остается
постоянным, т. е. усилие, затрачиваемое на механическое разрушение волокон,
теоретически не должно увеличиться. Рост усилия резания затупившимся резцом
можно связать с вовлечением в процесс деформации большего объема материала.
Косвенным подтверждением этого явления служит образование трещин, сколов при
работе тупыми резцами на значительном удалении от зоны резания.

Рис. 3 Влияние углов заточки резца на глубину
вдавливания в древесину сосны под углом 90° в направлении волокон под действием
нагрузки
1 – 2,5 кН; 2 – 5 кН; 3 – 10 кН; 4 – 15 кН
Для изучения силовых параметров резания с учетом особенностей
работы режущих элементов специальных пил была смонтирована специальная
установка на базе пресса Бринелля. Особенностью установки являлась не только
фиксация силовых параметров резания, но одновременное измерение глубины
внедрения режущего клина в древесину с точностью измерения 0,01 мм.
На рис. 3 приведены графические зависимости влияния углов
заточки резцов на глубину их вдавливания под действием разных нагрузок.
При нагрузках 2,5 и 5 кН кривые имеют одинаковый характер: с
уменьшением угла заточки глубина внедрения резца увеличивается. С возрастанием
нагрузки свыше 10 кН угловые параметры резцов практически не оказывают влияния
на глубину внедрения. Можно предположить, что работа в этом случае
затрачивается на деформацию древесины. Практический интерес представляют углы
заточки режущего клина в пределах 30-40°.
Проектирование дереворежущего инструмента необходимо
производить с условием обеспечения 100 Н/мм на миллиметр длины лезвия при
обработке древесины сосны. На рис. 3, показана глубина внедрения резца с углами
заточки 30° и 60° без снятия нагрузки, графики 1 и 2, после снятия основной нагрузки графики 1' и 2'.
Различия в показаниях составят 25–30% и могут быть связаны с явлением
деформации и силами трения, которые удерживают режущий клин на глубине, но в
любом случае это является потенциальным резервом уменьшения энергоемкости
процесса резания.
На рис. 5 приведена графическая зависимость влияния
направления волокон древесины относительно положения лезвия резца. По мере
перехода поперечного резания к продольному глубина внедрения резца существенно
увеличивается при небольших нагрузках (2,5 кН). По мере увеличения усилия
вдавливания до 15 кН это различие уменьшается, следовательно, при работе режущих
элементов по схеме врезания дереворежущий инструмент становится универсальным,
обеспечивая хорошее качество обработки под любыми углами в направлении волокон.
Увеличение угла заострения тоже ведет к уменьшению влияния направления волокон
на глубину врезания, при угле β = 90° различие практически отсутствует,
происходит смятие древесины.
С уменьшением толщины, деформативность полотна в осевом
направлении пилы увеличивается. Следовательно, надо ожидать усиления влияния
центробежных сил на положение такой пилы в пропиле [2]. Для определения этого
влияния был проведен следующий эксперимент.
Изготовлена пила с толщиной полотна в рабочей зоне в
пределах 0,6–0,7 мм. В результате испытаний ее на разных оборотах на образцах
из древесины сосны замерены с помощью щупа данные о ширине пропила, показанные
в таблице.
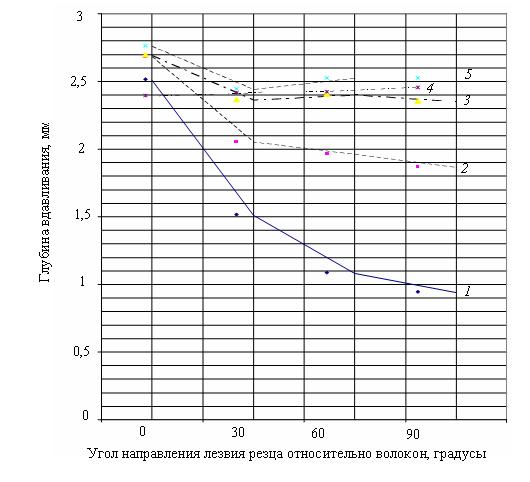
Рис. 5 - Влияние
положения лезвия резца относительно волокон на глубину вдавливания в древесину
сосны
1 – резцом с углом
заточки 30° под действием нагрузки 2,5
кН; 2 – резцом с углом заточки 30° под действием нагрузки 5 кН; 3 – резцом с
углом заточки 30° под действием нагрузки 10 кН; 4 – резцом с углом заточки 30° под действием
нагрузки 15 кН; 5 – резцом с углом заточки 90° градусов под действием нагрузки
15 кН
Таблица
Зависимость ширины
пропила от частоты вращения шпинделя
|
Частота шпинделя, мин–1
|
50
|
100
|
400
|
800
|
1600
|
|
Ширина пропила, мм
|
2,25
|
1,8
|
1,2–1,25
|
1,1–1,2
|
0,8
|
Различия в ширине пропила на входе несущественны и лежат в
пределах 0,05–0,1 мм, с тенденцией к уменьшению с увеличением частоты
шпинделя. Ширина пропила на выходе пилы существенно зависит от частоты вращения
и лежит в пределах от 0,8 до 2,25
мм, что составляет различие в 2,8 раза. Для практической
работы важно отметить, что этот параметр, контролируемый и на частотах свыше
1600 мин–1 обеспечивает высокое качество выполнения операции, что можно видеть
на рис. 6.
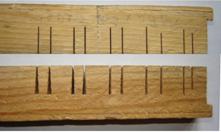
Рис. 6 Ширина пропила при различных оборотах
шпинделя на входе и выходе пилы
Выводы:
1. Работа резания древесины
складывается из усилия затрачиваемого на деформацию материала и разрушение
связей между снимаемым объемом материала и поверхностью резания.
2. Энергоемкость процесса резания
может быть снижена за счет уменьшения величины деформации снимаемого слоя.
3. Для снижения энергоемкости
процесса резания необходимо дереворежущий инструмент проектировать из условия:
силовая нагрузка на миллиметр длины лезвия режущего элемента не должна
превышать 100 Н.
4. Центробежные силы существенно
влияют на ширину пропила, особенно на выходе инструмента и при частоте вращения
шпинделя свыше 1600 мин–1 различие в размерах пропила исчезает.
Литература
1. Есипов, П. П. Исследование профилировки зубьев круглых
пил для поперечного пиления сосновой древесины / П. П. Есипов. – Архангельск:
Архангельское книжное издательство, 1961. – 79 с.
2. Стахиев, Ю. М. Работоспособность плоских круглых пил. /
Ю. М. Стахиев. – М.: Лесная пром–сть,
1989. – 380 с.
 Рис. 4. Влияние нагрузки на глубину вдавливания резца в
древесину сосны под углом 90 градусов по направлению к волокнам
Рис. 4. Влияние нагрузки на глубину вдавливания резца в
древесину сосны под углом 90 градусов по направлению к волокнам