Рогожникова
И.Т., Новоселов В.Г. (УГЛТУ, г.Екатеринбург,
РФ)
nauka-les@yandex.ru
МЕТОД
ПРОФИЛОМЕТРИРОВАНИЯ ДЛЯ ЭКСПЕРИМЕНТАЛЬНОГО ИССЛЕДОВАНИЯ НАДЕЖНОСТИ
ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
ДЕРЕВООБРАБОТКИ ПО ПАРАМЕТРАМ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
METHOD OF PROFILE-MEASUREMENT FOR THE
EXPERIMENTAL RESEARCH OF WOODWORKING TECHNOLOGY SISTEMS RELIABILITY ON THE
QUALITY INDEX "THE SURFACE ROUGHNESS"
Одним из
основных показателей надежности технологической системы по параметрам продукции
с точки зрения качества является
шероховатость обработанных поверхностей. Физическая модель, описывающая потерю
качества по показателю "шероховатость поверхности" в деревообработке
по мере износа инструмента и закономерности возникновения соответствующих
отказов, приведена в работе [1].
Теоретическое исследование
предложенной модели методом численного эксперимента, выполненное в работе [2],
позволило выдвинуть гипотезу о том, что
наибольшее влияние на наработку до отказа оказывает изменение таких факторов
как: шероховатость в начальный период обработки; интенсивность изнашивания
инструмента и припуск на обработку. Коэффициенты регрессии других факторов в
рассмотренных диапазонах их варьирования составляют величины второго и выше
порядка малости. Для проверки этой гипотезы
необходимо провести экспериментальные исследования.
Оценка и
измерения шероховатости поверхности древесины производятся несколькими
метрологическими методами по ГОСТ 15612-78 [3]:
1
профильный - оптический метод светового сечения и теневого сечения
с применением микроскопов и профильный метод - профилометрирование
и профилографирование с использованием профилографов-профилометров;
2
пневматический;
3
метод с применением индикаторных приборов;
4
метод визуального сравнения с образцами шероховатости поверхности
(эталонами);
5
метод контроля по образцовым деталям.
Существуют также
экспериментальные установки с применением ультразвукового метода [4].
Данные
метрологические методы проанализированы в работе [5], и сделан вывод о целесообразности применения профилометра.
Профилометр ПМД2-100 выпускает по индивидуальным заказам предприятие ООО «Микроавтоматика» г. Пензы.
Общий вид
профилометра ПМД2-100 приведен на рис.1 [6].
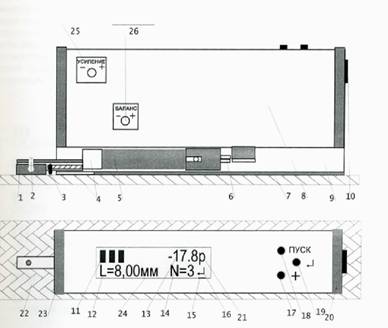
Рисунок 1 - Общий вид
профилометра ПМД2-100: 1-опора измерительного щупа, 2-винт крепления опоры,
3-измерительная игла, 4,5,6-детали корпуса щупа, 7-опорная плоскость
профилометра, 8-крышка, 9-основание, 10-гнездо питания, 11-сегменты индикации
положения измерительной иглы, 12-длина отсечки шага, 13-цифровое значение
положения измерительной иглы, 14-число отсечек, 15-курсор, 16-знак крайнего
положения курсора, 17-кнопка изменения значения параметра под которым находится курсор, 18- кнопка "ПУСК",
19- кнопка перемещения курсора, 20-задняя крышка,
21-знак разряда батареи, 22-измеряемая поверхность, 23-передняя крышка,
24-дисплей. 25 - отверстие для регулирования усиления, 26-отверстие для
регулирования положения иглы.
Профилометр выполнен в виде моноблока. В верхней части расположен
дисплей и кнопки управления. В нижней части профилометра расположен щуп,
имеющий опору и измерительную иглу. При помощи электропривода щуп перемещается
по измеряемой поверхности. Измерительная игла при движении щупа совершает
перемещения вверх-вниз в соответствии с неровностями профиля относительно измерительной опоры. Игла
связана с преобразователем перемещения в электрический сигнал.
Электрический
сигнал, поступающий с щупа, усиливается, фильтруется,
нормируется и подается на вход аналого - цифрового преобразователем (АЦП). Встроенная микроЭВМ обеспечивает расчет параметров шероховатости
и вывод результатов на дисплей.
Управление
прибором осуществляется следующим образом. Кнопкой «¿» - перемещение курсора выбирается параметр значение, которого
необходимо задать. Кнопкой «+» изменяется значение параметра, под которым
установлен курсор. Кроме того, кнопкой «+» выводятся другие параметры в
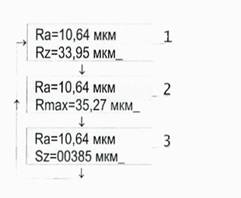
соответствии с рис. 2, когда курсор находится под символом «¿». После включения питания на дисплей выводятся параметры в
соответствии с позицией 1 на рис. 2. Кнопкой «ПУСК» осуществляется запуск измерений.
После выведения на дисплей результатов измерений нажатие кнопки «ПУСК» приводит
к возврату в исходное положение на поз.1
рис. 2. Результаты измерений выводятся на дисплей в соответствии с рис. 3.
|
|
|
|
Рисунок 2 |
Рисунок 3 |

Профилометр
работает от сети 220 В через блок питания 50 Гц.
Выходное напряжение 6В, максимальный ток 0,5 А или от
четырех батарей питания типоразмера АА.
После
включения питания в верхней строке индикатора выводится информация о положении
измерительной иглы на измеряемой поверхности относительно измерительной опоры.
Информация выводится в цифровом виде в диапазоне 0…±950 мкм и в виде строки из
символов поз. 11 на рис.1 в количестве 1...10.
На второй строке дисплея выводится информация о выбранном режиме
измерений. Базовая длина (отсечка шага) «L=8.00 мм» и число базовых длин «N=3».
В
транспортном положении щуп практически не выступает за габариты прибора. Для
выдвижения щупа на измерительную позицию нажать и удерживать в нажатом
состоянии кнопку «ПУСК» до выведения на дисплей сообщения «ПУСК». При этом
включается двигатель, и щуп начинает выдвигаться. Одновременно на дисплей
выводится сообщение «НЕТ СРАБ КОН» - нет срабатывания конечного выключателя.
После того как щуп выдвинется на 80 мм, сработает конечный выключатель.
Сообщение «НЕТ СРАБ КОН» снимается, происходит небольшой рывок в обратном
направлении. Далее выводится сообщение «ПУСК» и щуп начинает измерительное
перемещение. На дисплей выводятся результаты измерения в соответствии с рис. 3.
Щуп
на измеряемую поверхность необходимо устанавливать, таким образом, чтобы
измерительная игла находилась в зоне измерений. Необходимо следить за тем,
чтобы ось щупа
была параллельна основанию и не касалась при
перемещениях корпуса прибора.
Перед началом
измерений необходимо определиться с базовой длиной (отсечкой шага) L,
количеством базовых длин и диапазоном
измерений по параметру Ra (табл.1).
Таблица 1
|
Базовая длина L, мм |
Шероховатость Ra, мкм |
Число базовых длин N |
|
0,8 |
0,5-3,2 |
3-10 |
|
2,5 |
3,2-12,5 |
3-10 |
|
8,0 |
12,5-50 |
3-10 |
|
25 |
50-100 |
3 |
В профилометре
ПМД2-100 выбирается базовая длина L, а соответствующий диапазон устанавливается
автоматически. Однако при необходимости для выбранной базовой длины можно
установить другой диапазон по параметру Rа
и соответственно Rm
и Rz. Установка числа базовых длин N
производится аналогичным способом, как
для базовой длины L.
Если
значение параметров шероховатости выйдет за пределы выбранного диапазона, то
после того как щуп вернется в исходное положение, на дисплей выведется
сообщение «ПЕРЕГРУЗКА». Для выведения результатов измерения на дисплей
необходимо нажать кнопку «ПУСК». Результаты измерений могут содержать
существенные погрешности, поэтому
следует перейти в старший диапазон.
Для
измерения параметра Rmmax, необходимо установить прибор на контролируемую
поверхность так, чтобы измерительная игла касалась дна наибольшей впадины. Цифровое значение положения иглы за вычетом начального смещения
соответствует расстоянию от высшей до низшей i-той неровности (Hmaxi). Для измерения выбираются наиболее
крупные неровности. Количество измерений должно быть не менее пяти. Для
возврата щупа в транспортное положение
необходимо выбрать базовую длину 8,00 мм, число базовых длин 10 и произвести
пуск. Когда щуп
переместится до конца трассы и остановится сразу нажать кнопку «ПУСК». При этом щуп зафиксируется в максимально задвинутом
транспортном положении.
К недостаткам
метода измерения с помощью профилометра ПМД2-100 следует отнести
чувствительность прибора к вибрациям, необходимость точного горизонтального
расположения, малая площадь измеряемой поверхности, необходимость изменения
диапазона измерений для поверхностей, обработанных разными способами. Также необходимо отметить, что достоинством применения данного
профилометра является то, что прибор имеет оптимальный диапазон измерений для
поверхности обработанной древесины от
0,5 до 800 мкм, компактность и небольшая
масса прибора позволяют производить измерения простым накладыванием на
измеряемую поверхность изделия без нанесения ущерба поверхности изделия,
измерение занимает короткое время
(примерно 2 минуты), малую погрешность измерений (1-20%), так
погрешность измерений не превышает 12% для параметра Rmmax.
При помощи
профилометра ПМД2-100 планируется провести экспериментальные исследования для
определения влияния параметра «шероховатость поверхности» на надежность
технологической системы деревообработки.
БИБЛИОГРАФИЧЕСКИЙ
СПИСОК
1. Новоселов В.Г.
Расчет безотказности технологической системы деревообработки по параметру
качества продукции "шероховатость поверхности"[Текст]/В.Г.Новоселов// Изв.
Санкт-Петербургской лесотехн.
акад. СПб, 2006.- Вып. 3.- С. 178-184.
2. Новоселов В.Г. Теоретическое исследование надежности
технологической системы деревообработки по параметру качества продукции
"шероховатость поверхности" [Текст]/ В.Г.Новосёлов, И.Т.Рогожникова // Деревообработка:
технологии, оборудование, менеджмент XXI века: материалы международного
евразийского симпозиума, Екатеринбург, 20-21 сентября 2006 г./ Екатеринбург:
Урал. гос.
лесотехн. ун-т.- 2006. С.117-122.
3. ГОСТ 15612-78
Изделия из древесины
и древесных материалов.
Методы определения параметров шероховатости поверхности [Текст]. Введ. 1978. М.: ИПК Издательство стандартов, 13 с.
4.
Вороницин В.К. Исследование и разработка
ультразвукового метода контроля шероховатости поверхности
изделий из древсины и древесных материалов
[Текст]: дис. ... канд. техн.
наук: 05.21.05: утв. 04.04.73 / Вороницин Владимир
Константинович. М., 1972. 176 с. Библиогр.: с.
127-134.
5. Рогожникова И.Т. Критерии, методы и средства
определения надежности технологических систем деревообработки по показателю
качества
«шероховатость
поверхности»/ И.Т.Рогожникова //Деревообработка: технологии, оборудование,
менеджмент ХХIвека: материалы II международного евразийского
симпозиума, Екатеринбург, 2-5 октября 2007
г./ Екатеринбург: Урал. гос. лесотехн. ун-т.- 2007.
С.94-99.
6.
Профилометр «ПМД2-100». Руководство по эксплуатации. МА5464-4007РЭ, Пенза, ООО
«Микроавтоматика», 2007. 12с.