Черемных Н.Н., Арефьева О.Ю.
(УГЛТУ, Екатеринбург, РФ)
ЖИЗНЕННЫЙ ЦИКЛ ДЕРЕВООБРАБАТЫВАЮЩЕЙ МАШИНЫ
Life cycle of the wood machine
Общепризнано, что древесина приобретает все большее
значение как экономический фактор и опорная точка в промышленном развитии
многих государств земного шара. Являясь природным, доступным во всех регионах
мира материалом, дерево становится все более привлекательным для внимания
архитекторов, дизайнеров интерьера и
представителей иных инженерно-технических профессий. Сравнительно
короткому и недорогому процессу переработки экологически чистого сырья в
готовую высоко товарную потребительскую продукцию способствует современный парк
деревообрабатывающих машин.
Технологическое оборудование
лесопильно-деревообрабатывающих производств, предназначенное для облегчения или
замены ручного труда рабочего при выполнении технологических операций
какого-либо производственного процесса, в настоящее время насчитывает более
1000 моделей машин.
Деревообрабатывающие машины характеризуются высокой
производительностью, при которой приходится обеспечивать рабочие скорости
60,80,100 и даже более м/с. Скорости подачи, в
частности выросли в оборудовании с крупными пилами до 150 м/мин, в
четырехсторонних продольнофрезерных
до 100…150 м/мин. Рост производительности приходится обеспечивать также за
счет увеличения режущих инструментов
(узлов): пил в поставе или на шпинделе, рабочих шпинделей и т.д.
Современные рыночные отношения
подталкивают производителей оборудования непрерывно обновлять технические
средства, создавать новое, разнообразное и конкурентоспособное оборудование:
многоцелевой д/о центр для изготовления деревянных
окон различных конструкций модели МДЦ-15; агрегат сверлильно-фрезерный модели
АСФ-1; агрегат для сверления и установки петель модели АСП-1; фрезерный агрегат
для обработки базовых канавок и раскладок арочных элементов деревянных конструкций
модели АФ-1; станок фрезерный для
филенчатых дверей и мебельных фасадов моделей ФФД-1 и ФФД-2; станок шипорезный
для фрезерования зубчатых шипов модели ШС; станок шипорезный модели ШС-6;
станок фрезерно-профильный модели СФП-1; станок шипорезный односторонний модели
ШОБ-10 и ШОБ-20; станок торцовочный с нижним расположение пилы модели ЦСТ-01; станок
для обработки элементов декоративных деревянных решеток модели ДР; станок делительный двухпильный модели ПАРК 052.2.01; станок рейсмусовый односторонний модели СР400; станок
долбежный модели СД1;
станок заусовочный модели ПАРК 052.1; станок универсальный
пильный модели УПС; станок универсальный фрезерный модели УФС-1; станок
фрезерный модели ФБИ-1(частота вращения шпинделя 15000 мин-1);
станок д/о комбинированный
модели К40МШ; станок строгальный четырехсторонний модели С16М-4У; станок
ленточнопильный горизонтальный модели
ЛГ40 и ЛГ40-Э; станок ленточнопильный
для бревен модели ПЛР-1Г/1200; станок
ленточнопильный с магнитостатическими опорами (Брянская Г ИТА); станок шлифовальный для обработки профильных погонажных изделий модели ШлПИ и др.
В настоящее время такое оборудование
удалось создать только на основе научных идей, исследований и технических
достижений, в том числе межотраслевого характера (значения); с учетом мировой
патентной практики.
Будущий инженер (магистр) – студент
нашего ВУЗа должен осуществлять комплексную информатизацию технической
деятельности предприятия любого вида собственности, которая определяет
информационную поддержку жизненного цикла изделия (ЖЦИ) и инфраструктуры.
Напомним, что ЖЦИ – совокупность
взаимосвязанных процессов (стадий) создания и последовательного изменения состояния
от обработки сырья для его изготовления до эксплуатации и утилизации изделия.
К основным стадиям ЖЦИ деревообрабатывающих машин
относятся:
·
Маркетинг, на
основании его готовится техническое задание на проектирование;
·
Проектирование и
разработка конструкции. Здесь также присутствуют планирование
и контроль процессов проектирования, а также разработка технологии обработки и
сборки;
·
Производство
машины (закупка материалов и комплектующих изделий, изготовление деталей, узлов
и машины в целом; упаковка и хранение);
·
Продажи, выставки
различного уровня;
·
Эксплуатация
(транспортирование, монтаж и ввод в эксплуатацию у заказчика, технологическая
помощь и сервисное сопровождение у заказчика, непосредственно эксплуатация
заказчиком-потребителем (пользователем) данного изделия, модернизация);
·
Утилизация с
учетом экологических требований в конце полезного срока службы.
Следует отметить, что до недавнего времени первой и
последней стадии в содержании ЖЦИ не было.
Применение средств вычислительной техники ускоряет
весь процесс проектирования машин и даже изменяет ее эксплуатацию в условиях производства.
Системы САПР (за рубежом они известны больше как САЕ,
САD, САМ) используют средства
вычислительной техники на этапах конструкторской и технологической подготовки
производства. При этом легче и доступнее
становится проработка многовариантного проектирования и принятия оптимального
решения с учетом заданных ограничений, налагаемых, к примеру,
технологами, смежниками, заказчиком и др., а также системой ЕСКД.
Процесс проектирования согласно ГОСТ2.103-68
включает следующие стадии разработки:
·
Техническое
предложение ТП – разрабатывается Исполнителем на базе технического задания
(исходный согласованный документ между Заказчиком и Исполнителем);
·
Эскизный проект Э (разработка Э конструкции машины, изготовления элементов
и узлов и проведение испытаний, рассмотрение и утверждение (Э) проекта;
·
Технический
проект Т – совокупность конструкторских документов для
разработки рабочей конструкторской документации;
·
Разработка
рабочей документации – чертежи, методики испытания, спецификации,
расчетно-пояснительная записка.
По спектру решаемых задач САПР можно условно разделить
на три больших класса: легкие САПР; САПР
среднего уровня; тяжелые САПР (САПР полного цикла, предназначенные для полной
автоматизации всех процессов от конструкторской идеи до выпуска готовой
продукции).
Последние подразумевают этапы макетирования,
кинематических расчетов, расчетов прочностных и технических характеристик,
подготовки документации, получение управляющих программ для оборудования с ЧПУ,
а также полноценных рекламных материалов.
Выбор той или иной САПР в конкретных случаях
определяется потребностями предприятия,
сложившимися особенностями подготовки и выпуска продукции, опытом и квалификацией сотрудников и др. факторами.
На нашей кафедре начертательной геометрии и
машиностроительного черчения на начальных курсах обучения изучается пакет AutoCAD и его приложения. Студенты изучают не только
двухмерное, но и трехмерное проектирование сложных объектов. Система AutoCAD позволяет создавать модели деталей любой сложности
различными способами. Например, деталь можно построить при помощи твердотельных
примитивов из библиотеки пакета или создать замкнутый контур любой сложности и
применить операции вращения или выдавливания. Логические операции (объединения,
вычитания или пересечения) позволяют создать единый объект из отдельных
примитивов. В ходе выполнения таких построений происходит процесс оперирования
образами, что, несомненно, приводит к развитию пространственного мышления, как
основы конструирования.
Освоение основ компьютерного моделирования позволяет
существенно сократить время разработки конструкторской и технологической документации.
Для
студентов специальности (направление) 656300 «Технология
лесозаготовительных и деревоперерабатывающих производств» продемонстрируем пример
создания модели пильного вала (рис.1).
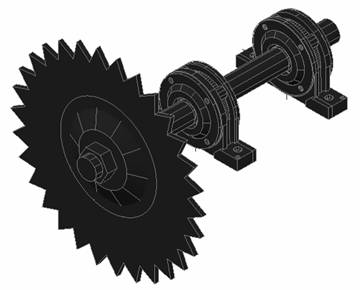
Рис.1. Модель пильного вала